
El mecanizado puede entenderse como una competencia directa entre el filo de corte y el material de la pieza. Durante el proceso, el material es deformado y separado en forma de viruta para obtener la geometría deseada.
Sin embargo, hay un punto clave a considerar: el material siempre termina imponiendo condiciones al proceso.
Esto se debe a que el arranque de viruta ocurre bajo condiciones extremas:
🔹 Altas temperaturas
🔹 Elevadas presiones
🔹 Grandes velocidades relativas
Por eso, comprender lo que sucede en la zona de contacto herramienta–viruta es fundamental para optimizar cualquier operación de mecanizado.
Fricción, desgaste y generación de calor
En la zona de corte se concentran tres fenómenos principales:
🔹 Fricción entre la viruta y la cara de la herramienta
🔹 Desgaste progresivo del filo
🔹 Generación de calor
A medida que aumenta la fricción:
🔹 Aumenta la temperatura en la interfaz
🔹 Se acelera el desgaste de la herramienta
🔹 Se incrementa el consumo de energía del proceso
En muchos casos, el límite del mecanizado no está dado por la máquina, sino por la capacidad de la herramienta de soportar estas condiciones.
Factores que influyen en la zona de corte
El comportamiento del mecanizado no depende de una sola variable, sino de la interacción de múltiples factores:
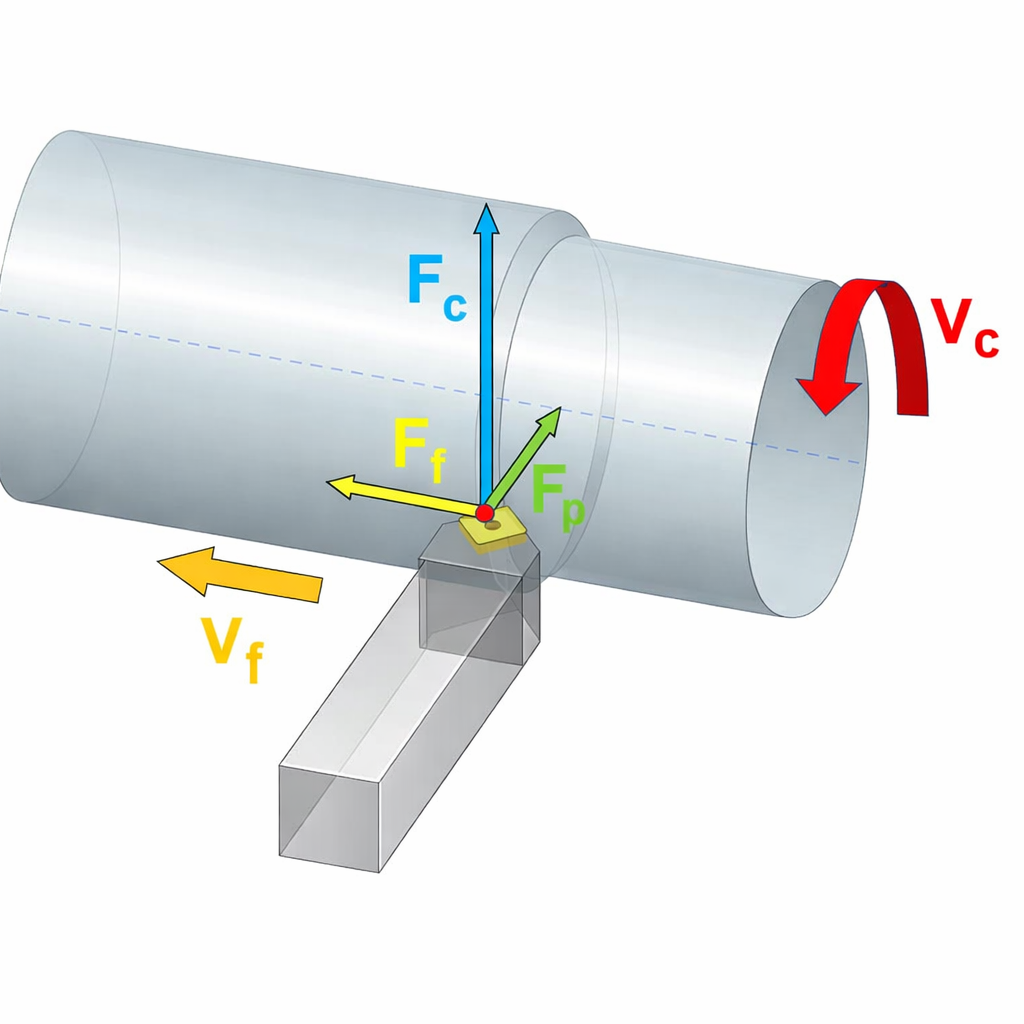
Parámetros de mecanizado
Velocidad de corte (Vc), avance y profundidad de pasada determinan el espesor de viruta y la energía involucrada en el proceso.
Material y recubrimiento de la herramienta
El tipo de carburo, cerámica o recubrimiento influye directamente en la resistencia al desgaste y en el comportamiento frente a la fricción.
Geometría de la herramienta
Ángulo de ataque, radio de filo, despeje y número de filos afectan la formación de la viruta y las fuerzas de corte.
Material de la pieza
La dureza, microestructura y resistencia mecánica condicionan la facilidad de mecanizado.
Refrigeración y lubricación
El uso de fluido, aire o sistemas de lubricación influye en la disipación térmica y en la reducción de la fricción.
Todos estos parámetros bien utilizados, sumado a nuestra estrategia de mecanizado darán como resultado un óptimo proceso de extracción de material.
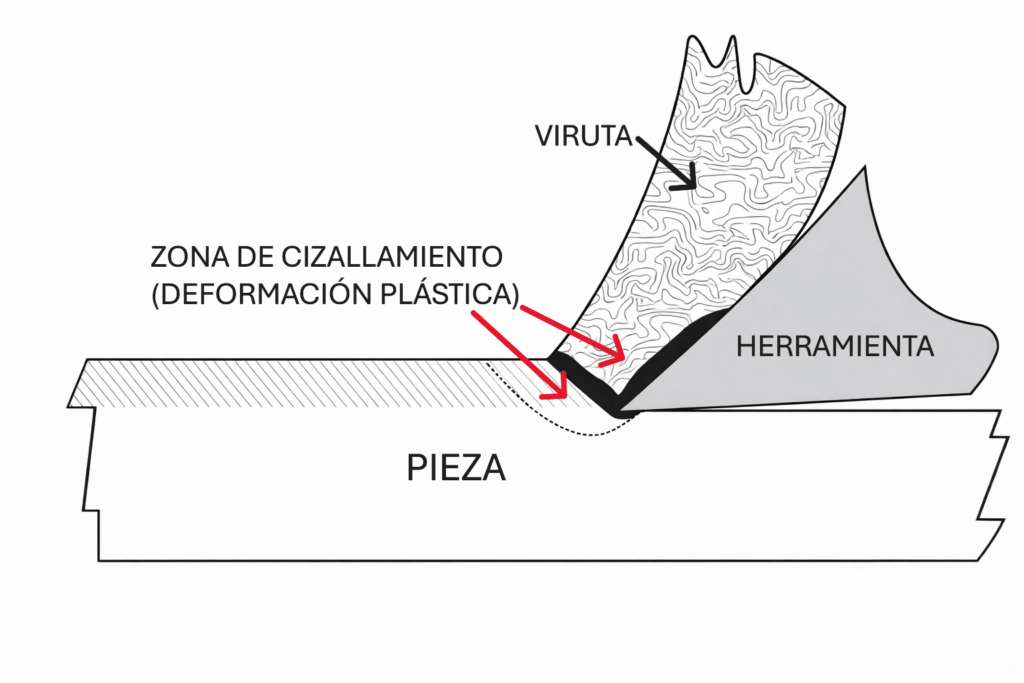
Cómo se forma la viruta (visión simplificada)
Para entender el mecanizado, se suele simplificar el proceso tridimensional a un modelo conocido como corte ortogonal.
En este modelo:
🔹 El material avanza hacia la herramienta
🔹 La viruta se desliza sobre la cara de ataque
🔹 La deformación ocurre en un plano definido
Esto permite analizar:
🔹 El espesor de viruta antes y después del corte
🔹 Las fuerzas involucradas
🔹 La forma en que el material se separa
Aunque simplificado, este modelo es clave para entender lo que sucede en la zona de corte.
Fuerzas de corte y su impacto
Durante el mecanizado actúan distintas fuerzas:
🔹 Fuerza tangencial: responsable del corte principal
🔹 Fuerza normal: perpendicular a la superficie
🔹 Fuerza de fricción: generada por el contacto viruta-herramienta
Estas fuerzas están directamente relacionadas con el área de viruta.
A medida que aumenta la velocidad de corte (Vc):
🔹 Aumenta la temperatura
🔹 El material tiende a ablandarse
🔹 Las fuerzas pueden disminuir
Sin embargo, este efecto también acelera los mecanismos de desgaste si no se controla correctamente.
Temperatura en la zona de corte
Uno de los factores más críticos del mecanizado es la temperatura. En el mecanizado de aceros, la zona herramienta-viruta puede alcanzar valores entre 800°C y 1000°C o más, dependiendo del proceso y las condiciones de corte.
Para dimensionarlo:
🔹 Es comparable a la temperatura de la lava volcánica
🔹 O a las zonas más calientes de una llama
A pesar de estos valores extremos, el material no se funde, sino que se deforma plásticamente para formar la viruta.
¿Cómo aplicar este concepto en el taller?
Un caso muy común se da en el mecanizado de acero inoxidable, donde al aumentar la velocidad de corte (Vc) buscando mejorar la productividad, se observa una reducción inicial en las fuerzas de corte, pero al mismo tiempo un aumento significativo en el desgaste de la herramienta.
Este comportamiento se explica por lo que ocurre en la zona de corte: el incremento de temperatura ablanda el material, facilitando el corte, pero también acelera los mecanismos de desgaste en la interfaz herramienta-viruta, especialmente por fricción y difusión térmica.
En la práctica, esto nos deja un punto clave: no siempre aumentar la velocidad de corte (Vc) significa mejorar el proceso.
Para aplicar correctamente este concepto en el taller, se recomienda:
🔹 No evaluar los parámetros de forma aislada
🔹 Observar el tipo de desgaste
🔹 Ajustar la estrategia según el material
🔹 Elegir el recubrimiento adecuado
🔹 Optimizar la refrigeración (MQL – lubricación de mínima cantidad)
El objetivo no es simplemente aumentar la velocidad de corte (Vc), sino encontrar un equilibrio entre productividad y vida útil de la herramienta. Cuando este equilibrio se logra, el proceso se vuelve más estable, repetible y económicamente eficiente.
Conclusión
Lo que ocurre entre la herramienta y la pieza define el resultado final del mecanizado.
Comprender la interacción entre fricción, desgaste y temperatura permite:
🔹 Seleccionar mejor herramientas y recubrimientos
🔹 Ajustar parámetros de forma más eficiente
🔹 Anticipar fallas y mejorar la productividad
En mecanizado, optimizar el proceso no es solo cuestión de elegir parámetros, sino de entender qué sucede realmente en la zona de corte.
Para la correcta selección de herramientas, recubrimientos y parámetros de mecanizado, el equipo técnico de SIN PAR puede acompañarte con asesoramiento basado en experiencia real de taller.