
La geometría de un inserto determina cómo el material se deforma, cómo se genera la viruta y cómo se distribuyen las cargas sobre el filo durante el mecanizado. Ese comportamiento no depende únicamente del material de la herramienta o del recubrimiento: la geometría define el régimen mecánico y térmico del corte.
Esto implica que dos insertos fabricados con el mismo sustrato pueden comportarse de manera completamente distinta únicamente por diferencias geométricas. La forma del filo modifica directamente:
🔹 La presión de contacto herramienta–viruta
🔹 La deformación plástica del material
🔹 La evacuación térmica
🔹 La estabilidad dinámica del proceso
La geometría no cambia solamente el rendimiento de la herramienta; modifica el fenómeno físico del mecanizado.


Inserto TNGM-Triangular 60° (izquierda) e Inserto CCMT-Rombo 80° (derecha)
Cuando el problema no son los parámetros
En taller, cuando aparecen problemas de vibración, desgaste prematuro o viruta continua, la reacción habitual suele ser modificar parámetros de corte. Sin embargo, en muchos casos el problema no está en la velocidad de corte ni en el avance, sino en que la geometría trabaja fuera de la condición para la cual fue diseñada.
El fenómeno físico detrás de esto es que la geometría controla el rango de espesor de viruta donde el material puede deformarse de manera estable. Cuando el espesor real queda fuera de esa ventana:
🔹 Cambia la forma de la viruta
🔹 Aumenta la longitud de contacto herramienta–viruta
🔹 Se modifica la distribución térmica sobre el filo
🔹 La fricción comienza a dominar el proceso
El resultado práctico es que el mecanizado pierde estabilidad incluso aunque los parámetros aparenten ser correctos.
En esta nota técnica vamos a desarrollar cómo las geometrías de insertos modifican físicamente el comportamiento del corte y por qué su correcta selección impacta directamente sobre la estabilidad, evacuación de viruta y vida útil de la herramienta.
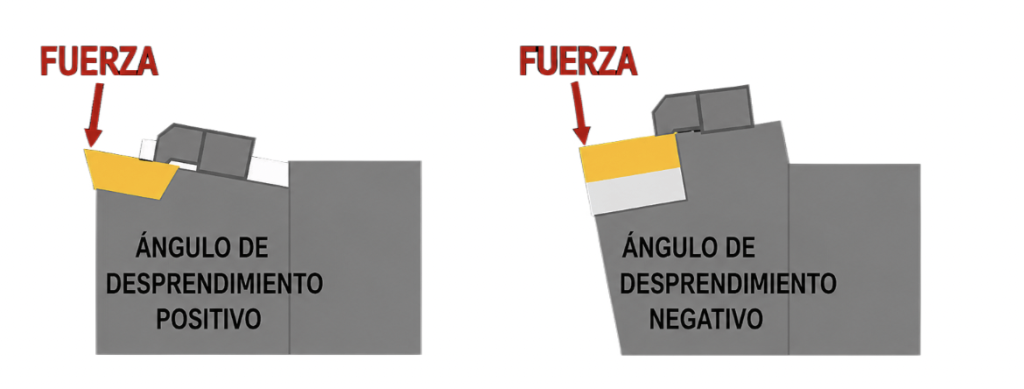
Ángulo de desprendimiento: cómo modifica el esfuerzo de corte
El ángulo de desprendimiento determina cómo el material fluye sobre la cara del inserto después de deformarse plásticamente. Cuando el ángulo es positivo, la viruta encuentra una trayectoria más favorable para desplazarse, reduciendo la presión de contacto sobre la cara de desprendimiento.
El mecanismo físico es una reducción del componente de compresión sobre la zona de cizallamiento. Al disminuir esa compresión:
🔹 El material necesita menos energía para deformarse
🔹 Baja la fuerza tangencial de corte
🔹 Disminuye la temperatura en la interfaz
🔹 Se reduce la tendencia a adhesión
En proceso, esto mejora el comportamiento en materiales dúctiles y reduce la potencia requerida para mecanizar.
Sin embargo, el filo queda con menor sección resistente. Esto significa que soporta peor:
🔹 Impactos
🔹 Variaciones bruscas de carga
🔹 Vibraciones
🔹 Cortes interrumpidos
Cuando el ángulo se vuelve negativo, ocurre el fenómeno contrario. El material es comprimido con mayor intensidad antes de cizallar, aumentando la presión de contacto y la energía necesaria para deformarlo.
El efecto práctico es:
🔹 Mayor robustez del filo
🔹 Mejor comportamiento en cargas severas
🔹 Incremento de fuerza de corte
🔹 Aumento de temperatura y carga sobre máquina
Las geometrías negativas no “cortan mejor”; soportan mejor las condiciones agresivas de mecanizado.
Preparación de filo: estabilidad mecánica vs. eficiencia de corte
La preparación de filo modifica cómo la herramienta entra en contacto con el material. Un filo agudo concentra la presión en un área reducida, facilitando el inicio del corte. Esto ocurre a nivel micro y es imperceptible para el ojo humano.
El fenómeno físico es un incremento de presión localizada sobre una sección pequeña. Esto permite iniciar el cizallamiento con menor deformación previa del material, reduciendo:
🔹 Fuerza de corte
🔹 Generación térmica
🔹 Deformación lateral
El problema es que la sección resistente del filo también disminuye, aumentando la sensibilidad a:
🔹 Microastillado
🔹 Desgaste localizado
🔹 Impactos térmicos
🔹 Vibraciones
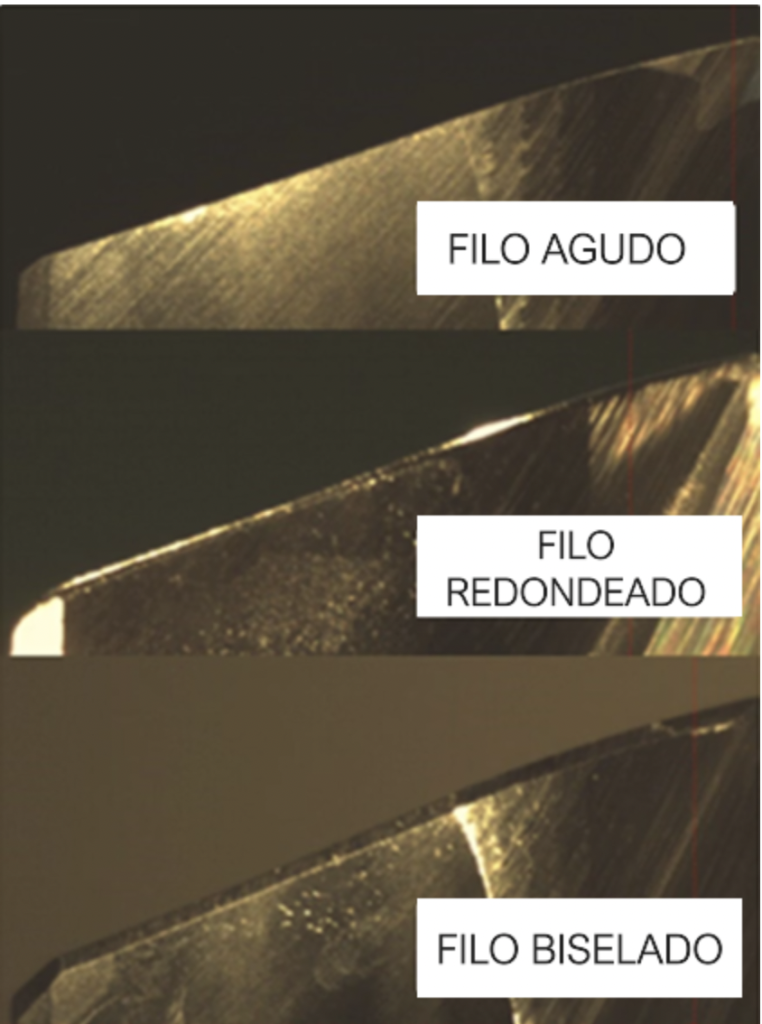
Cuando se incorpora un hone (filo redondeado) o un chaflán (filo biselado), el mecanismo cambia. El material deja de ser cortado inmediatamente y comienza a comprimirse antes de deformarse y separarse.
Esto genera:
🔹 Mayor deformación inicial
🔹 Aumento de fuerza
🔹 Incremento de temperatura
🔹 Mayor estabilidad estructural del filo
La implicancia práctica aparece claramente en cortes interrumpidos o materiales endurecidos, donde un filo reforzado soporta mejor las cargas variables sin fracturarse.
Rompeviruta: control del flujo y estabilidad térmica
El rompeviruta no corta la viruta; controla su curvatura. Cuando la viruta se curva, aparecen tensiones internas que aumentan a medida que disminuye el radio de curvatura. Si esas tensiones superan la resistencia mecánica del material deformado, la viruta se fractura.
El problema es que el rompeviruta trabaja correctamente únicamente dentro de una ventana determinada de espesor de viruta.
Cuando el avance es demasiado bajo:
🔹 La viruta no alcanza suficiente altura
🔹 La geometría no logra inducir curvatura efectiva
🔹 La viruta permanece continua
Esto genera una serie de efectos encadenados:
🔹 Aumento de contacto herramienta–viruta
🔹 Incremento de fricción
🔹 Mayor acumulación térmica
🔹 Evacuación inestable
En taller, esto suele generar un error frecuente: reducir avance para “aliviar” el proceso, cuando en realidad se está sacando al rompeviruta de su rango operativo.
La mejora real aparece cuando el espesor de viruta coincide con la geometría para la cual fue diseñado el inserto.
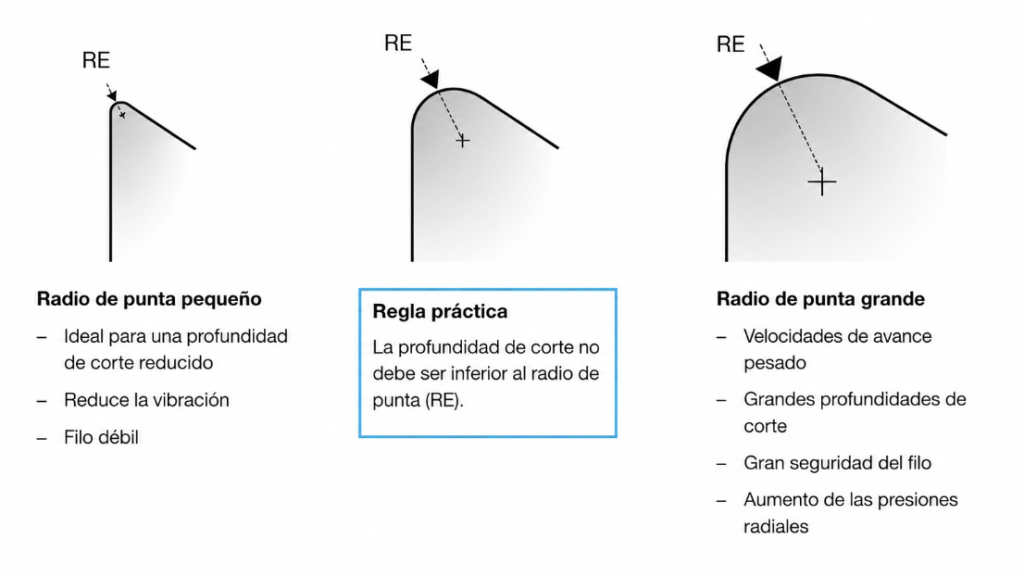
Radio de punta: distribución de esfuerzos y vibración
El radio de punta modifica la superficie de contacto entre herramienta y pieza. Un radio pequeño concentra tensiones en una zona reducida, aumentando la presión específica y facilitando el corte.
Esto produce:
🔹 Menor fuerza radial
🔹 Menor tendencia a vibración
🔹 Mayor estabilidad en sistemas poco rígidos
Sin embargo, también incrementa:
🔹 Desgaste localizado
🔹 Sensibilidad a microfractura
🔹 Marcas superficiales más pronunciadas
Cuando el radio aumenta, la carga se distribuye sobre una superficie mayor. Esto reduce la presión puntual y mejora potencialmente el acabado superficial, pero incrementa considerablemente la fuerza radial.
El fenómeno físico es una mayor tendencia a deflexión lateral por aumento del brazo efectivo de carga.
En términos prácticos:
🔹 Radios grandes requieren mayor rigidez
🔹 Aumentan la sensibilidad a vibración
🔹 Mejoran acabado si el sistema es estable
Por este motivo, un radio grande no implica automáticamente mejor terminación.
Interacción entre geometría y material
La geometría no trabaja aislada; depende directamente del comportamiento mecánico del material.
En materiales dúctiles:
🔹 La viruta se deforma extensamente
🔹 Aumenta la tendencia a viruta continua
🔹 Se incrementa la adhesión sobre el filo
En estas condiciones, geometrías positivas y rompevirutas activos ayudan a reducir presión y controlar fragmentación.
En materiales endurecidos o de alta resistencia:
🔹 Aumenta la carga sobre el filo
🔹 La deformación plástica es más restringida
🔹 Crece el riesgo de microfractura
Aquí predominan geometrías negativas y preparaciones de filo robustas que priorizan la resistencia estructural.
La implicancia práctica es que la geometría no puede seleccionarse únicamente por material, sino por:
🔹 Espesor de viruta real
🔹 Tipo de carga predominante
🔹 Estabilidad dinámica
🔹 Rigidez del sistema
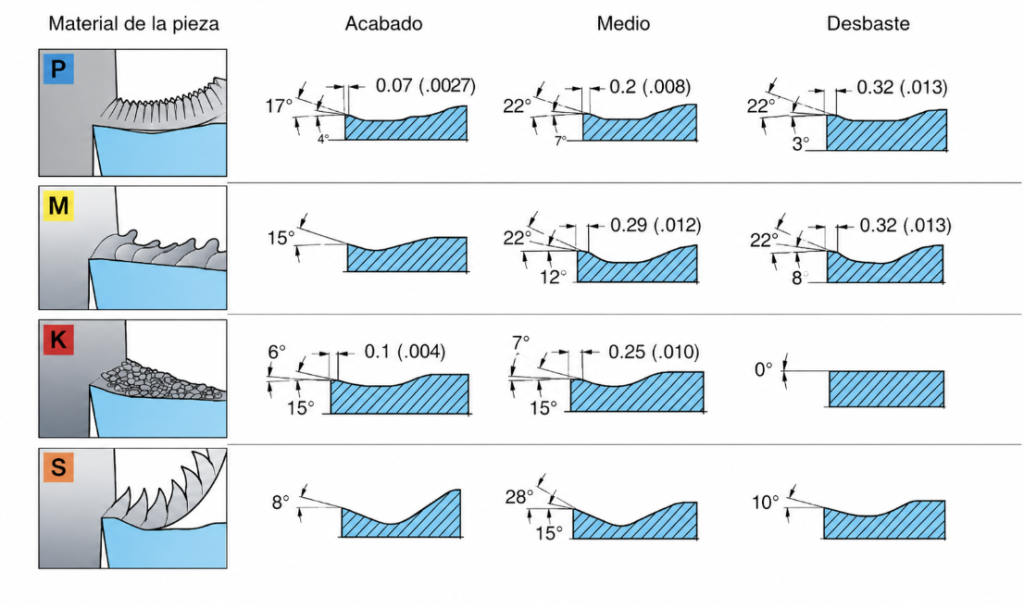
P: Calidad para mecanizar Aceros
M: Calidad para mecanizar Aceros Inoxidables
K: Calidad para mecanizar Fundiciones
S: Calidad para mecanizar Superaleaciones y aleaciones termorresistentes
Caso práctico en taller: torneado de acero SAE 1045
En una operación de torneado sobre acero SAE 1045 con:
🔹 Velocidad de corte: 180–220 m/min
🔹 Avance: 0,20–0,30 mm/rev
🔹 Profundidad de pasada: 2–3 mm
Es habitual utilizar insertos CNMG para mecanizado medio o desbaste liviano debido a su mayor robustez estructural. Sin embargo, cuando el rompeviruta trabaja cerca del límite inferior de avance, comienza a aparecer viruta continua y aumenta considerablemente la fricción sobre la cara de desprendimiento.
Muchos operadores reducen el avance intentando disminuir temperatura o vibración, pero al trabajar por debajo del rango operativo del rompeviruta, la viruta pierde curvatura y el proceso se vuelve térmicamente más inestable.
En operaciones de semiacabado o sistemas menos rígidos, una geometría más positiva como VNMG puede reducir fuerzas de corte y mejorar estabilidad dinámica debido a su menor ángulo incluido y menor componente radial.
Por otro lado, una geometría WNMG suele funcionar como solución intermedia en aplicaciones variables o materiales más inestables, ofreciendo mayor cantidad de filos utilizables y mejor distribución de carga que una geometría V, aunque con fuerzas de corte más elevadas.
La selección correcta depende de cómo interactúan:
🔹 Rigidez del sistema
🔹 Espesor de viruta real
🔹 Tipo de carga predominante
🔹 Estabilidad dinámica del mecanizado
Inserto CNMG-Rombo de 80° (izquierda) e Inserto VNMG-Rombo de 35° (derecha)
Conclusión: la geometría define el régimen físico del mecanizado
La geometría del inserto no define únicamente la forma de la herramienta; define el régimen físico del mecanizado. Modifica cómo el material se deforma, cómo se distribuyen las cargas sobre el filo y cómo se genera y evacua la temperatura durante el corte.
En la práctica industrial, uno de los errores más frecuentes es extrapolar geometrías exitosas hacia condiciones completamente distintas de rigidez, carga o espesor de viruta. Una geometría robusta puede estabilizar un desbaste pesado, pero generar vibraciones severas en semiacabado. Del mismo modo, una geometría positiva puede reducir fuerzas de corte y perder estabilidad rápidamente si aumenta demasiado la carga sobre el filo.
Por este motivo, la selección de geometría no debería realizarse únicamente por material mecanizado, sino entendiendo cómo interactúan el inserto, la máquina, la pieza y las condiciones reales del proceso.
Desde SIN PAR, sabemos que muchas veces los problemas de mecanizado no se originan únicamente en los parámetros, sino en cómo la geometría del inserto interactúa con la aplicación real. Por eso, el enfoque no se limita a ofrecer una herramienta, sino a ayudarte a identificar qué geometría necesita realmente el proceso para trabajar de manera estable, productiva y predecible.
Contar con el respaldo técnico adecuado permite reducir pruebas innecesarias, evitar cambios de geometría sin criterio y acelerar la estabilización del mecanizado en condiciones reales de producción.